一,液体渗透检测的重要性
液体渗透检测将着色或荧光渗透剂直接施加在工件表面,清除多余的渗透剂后施加显像剂,此时渗透剂会从缺陷处渗出到工件表面。渗透剂与工件表面形成对比,使缺陷清晰显现。荧光渗透剂在紫外灯激发下可以发出荧光,从而识别缺陷。
近年来,尽管所采用的化学制剂、检测设备及检测配件有所变化,但液体渗透检测的基本原理不变,其优势也随时间推移而更加明显。
液体渗透用于检测表面缺陷时,方便、快捷,操作简单。可以快速检测大批量部件和材料,而且几乎不受材料本身形状、尺寸、几何外形等的影响。
二,根据AMS2644选择正确的渗透检测方法
渗透剂类型
类型1:荧光渗透
显像剂形态
方法a:干粉显像
方法b:水溶性
方法c:水悬浮式
方法d:非水性1型荧光
渗透剂方式
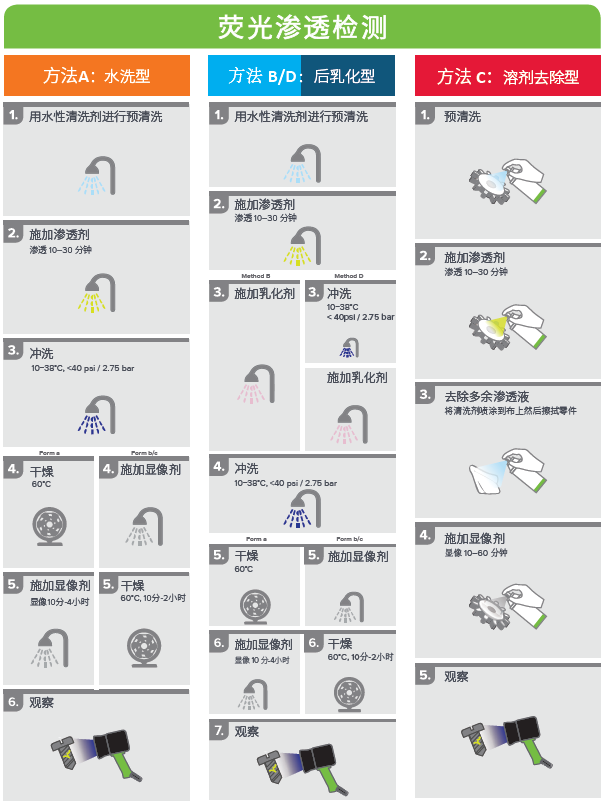
方法A:水洗型
方法B:亲油性后乳化
方法C:溶剂去除型
方法D:亲水性后乳化
三,灵敏度等级
AMS2644 渗透剂灵敏度等级
灵敏度等级是液体荧光渗透剂的类别标准,出自AMS2644《检测材料之渗透剂规范》。此分类标准不适用于着色渗透。
1/2级:最低级
1-低级
2-中级
3-高级
4-超高级
如何选择合适的灵敏度等级?
在确定所需灵敏度等级时,最好的方法是参照标准推荐。渗透剂灵敏度等级要求一般会体现在工艺说明中,在涉及到检测与安全相关部件时尤其如此。使用说明和标准操作程序将明确规定所需采用的渗透剂灵敏度等级。
若相关文件中未能明确所需渗透剂的灵敏度等级,强烈建议使用少量渗透剂进行实际测试。粗糙表面可以使用灵敏度较低的渗透剂,精加工表面则推荐使用灵敏度较高的产品。实际测试可以帮助确定灵敏度等级及荧光背景接受度,从而检测出部件上的典型缺陷。
进行实际测试还可以帮助确认加工过程中的参数值,如渗透剂的停留时间和冲洗时间。由于特定零部件的工序、工艺和规格不同,同一工厂内可能需要使用不止一种灵敏度等级的渗透剂。
四,常规行业应用
航空航天业常用方法D(亲水型后乳化)的4级灵敏度渗透剂用于检测包括涡轮叶片在内的安全相关、关键性旋转部件。
汽车行业通常选用方法A水洗式1级灵敏度渗透剂,用于检测转向节和底盘件等非铁质部件。
能源制造则常用方法A水洗式2级灵敏度渗透剂,用于检测大型铸锻件、叶轮叶片等非铁质部件。
五,常用术语
背景-被测部件的表面,其上会有缺陷显示。可以是部件的自然表面,或是覆盖在上面的显像涂层。
渗出-缺陷中的渗透剂从内部溢出至表面,由不连续到形成缺陷指示的动作过程。
显像剂-一种涂在被测部件表面的材料,用于加速渗出或增强缺陷指示的对比度。
显像时间-从施加显像剂到观察部件两个步骤的时长间隔
停留时间-施加渗透剂或后乳化剂至工件表面的全部时间,包含施加后所需的等待及干燥时间
观察-完成液体渗透检测后进行的目视检查
液体渗透检测-使用液体材料渗透至工件表面从而检测表面缺陷的一种无损检测方法。
渗透剂-一种能够渗透到细小开口中的染色溶剂
预清洗-去除被测部件表面污物,使检测过程不受其影响
灵敏度等级-用于评价渗透系统检测表面不连续性能力的性能指标
六,检测工艺指南
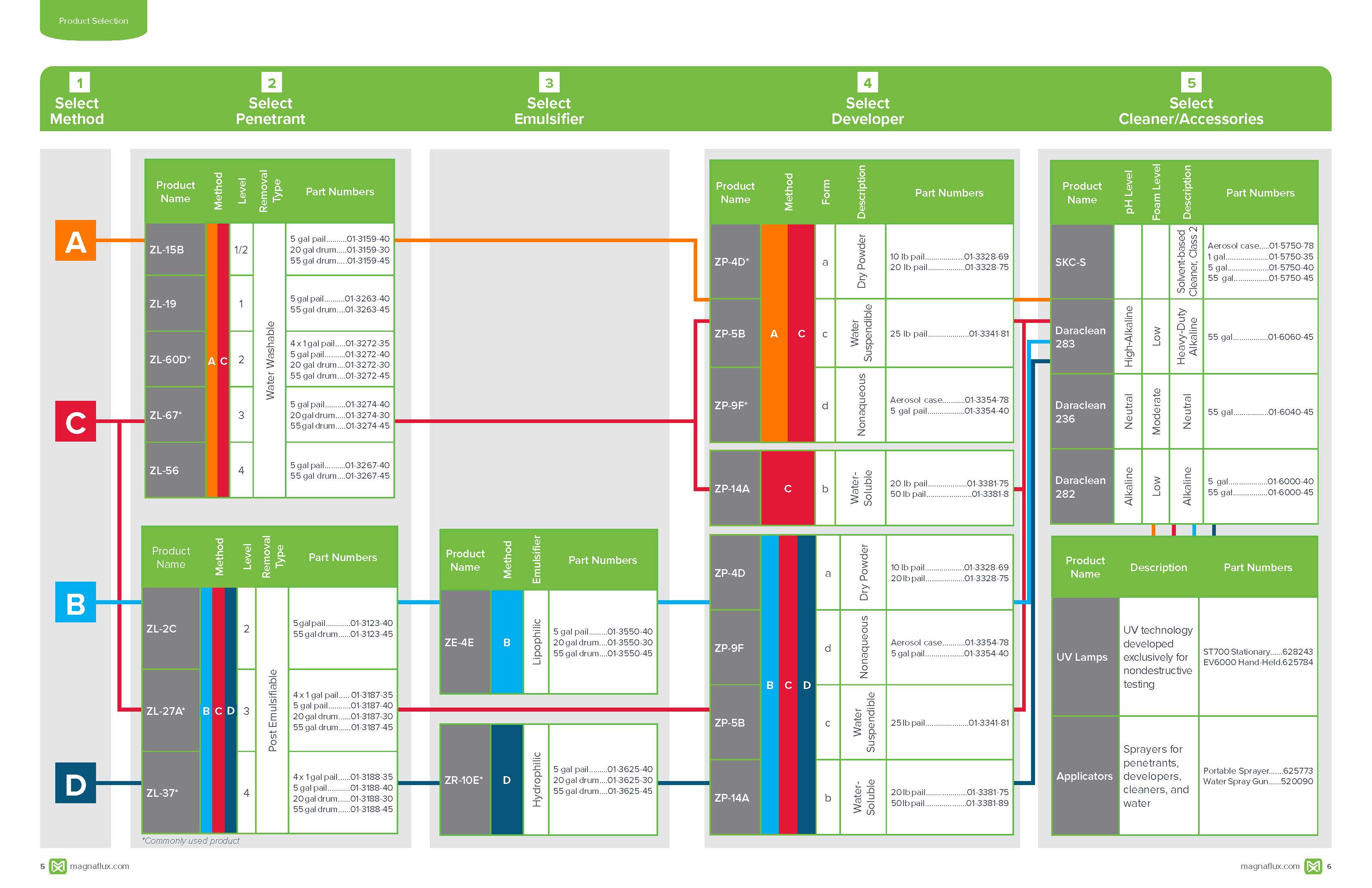
七,选择渗透检测方法与产品的步骤一览
依工特种材料(苏州)有限公司
美国磁通中国研发及生产基地
江苏省苏州市吴江经济技术开发区横桥路
美国磁通上海办事处
上海市闵行区浦江镇漕河泾开发区新骏环路88号13A二楼
电话:+86 4000 686 980
邮箱:infochina@magnaflux.com
