铁磁材料工件进行磁化后,或多或少会带有一定的剩磁。超过一定程度的剩磁,则会影响工件的加工或使用,因此工件磁探后一般都要进行退磁。目前国内外大多数企业采用指针式的袖珍磁强计来测量退磁后工件的剩磁;少数企业则采用以霍尔片为磁敏元件的毫特斯拉计作剩磁测量仪器。由于对同一个对象,用毫特计测出的示值普遍比用袖珍磁强计(以下简称磁强计)的大许多;对于不同形状的对象,两者测量值也无一定对应规律;这样一来,在执行同一个剩磁允许标准时,就会出现矛盾。工欲善其事,必先利其器,故对剩磁测量仪器的正确选择就尤为重要。

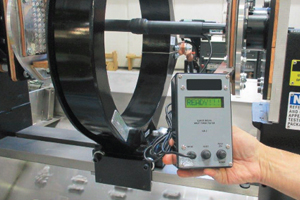
袖珍式磁强计(见上图)系利用力矩原理设计,尺寸约为Φ60×20mm,它内部有两个永磁体,一个固定,用于调零;另一个是活动的,用于测量。活动永磁体在外磁场和回零永磁体的双重磁场力作用下将发生偏转,带动指针停留在一定位置,指针偏转角度的大小表示了外磁场的大小。袖珍式磁强计有A、B、C三种规格,其中B型每分度为0.1mT ,能准确测量,被推荐作退磁后测量使用。
《美国无损检测手册 磁粉卷》在有关退磁测量的章节中,详细介绍了用于检查工件的退磁情况的磁场指示器(大容量磁场测量仪)即上述袖珍式磁强计的构造、原理和使用。由于这种仪器的磁敏元件(动片)对磁场受感范围比毫特斯拉计的霍尔元件大,对反映工件剩磁的力学效应(恰恰是需要退磁的原因)特别合适,故推荐这种仪器检测工件退磁后的剩磁。

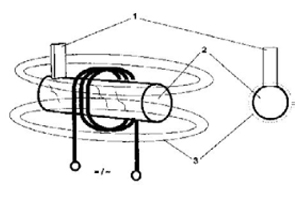
基于霍尔效应的毫特斯拉计(见上图)的磁敏元件--霍尔片的尺寸很小,对磁场的受感范围很小,在《美国无损检测手册磁粉卷》和我国HB/Z 72-1998等标准中,都被推荐作为试验室仪器,在工艺试验中用于测量工件磁化时的表面切向磁场强度与漏磁场。用此类仪器测工件弱磁场,需要仔细校零,否则误差较大。另外,在非均匀磁场(工件的剩磁恰恰都是非均匀磁场)中,在同一点,基于霍尔效应原理,探头角度稍有变化,都会导致测量值变化,有时变化范围甚至很大,因此很不适合用于对生产线上工件退磁后剩磁的快速测量。
用毫特斯拉计来测剩磁,存在测量值偏大的问题,除了有未经零磁场校零因而在低量程档误差大的因素,也有与受感范围相关的原因:在零件表面的非均匀剩磁场可能有个别剩磁较大的奇点。这些点范围极小,导致磁强计测值很小或测不出,而能被磁敏元件很小的特斯拉计检出。
目前,美国ASTM E1444-2011和我国HB/Z72-1998等诸多磁探标准对工件退磁后的剩磁要求为不能大于0.3mT(3Gs)。而《美国无损检测手册 磁粉卷》里则明确指出:磁场指示器(指针式袖珍磁强计)读数为0.3mT(3Gs)的试件,一般对下道机加或焊接、仪器的使用或它的最终使用,都没有不利的影响。由于上述原因,目前普遍采用袖珍式磁场强度计检测退磁后工件剩磁情况。我国的Ⅱ、Ⅲ级磁粉探伤教材也是以袖珍式磁强计作为工件退磁后的测量仪器。而以各项要求严格著称的航空工业标准HB/Z72-1998更是明确写明:采用此类型袖珍式磁强计测定制件退磁后的剩磁强度。
等同采用国际标准ISO 9934-3的我国国家标准GB/T 15822.3《无损检测磁粉检测 第三部分:设备》中对退磁设备的要求是:如无其他协议,设备的退磁能力应达到规定水平(通常为0.4KA/m~1.0KA/m,即5Gs~12.5Gs), 容许这么大的剩磁值显然是考虑到了测磁仪器的不同。

综上所述,除了对剩磁有特殊要求的少数工件之外,在工件退磁后,如果用毫特斯拉计来测剩磁,而验收标准又定得与使用磁强计的一样或相近,就相当于无端提高了退磁要求,会给企业自己带来不必要的麻烦。
还需要强调说明的是,投入使用的袖珍磁强计,须注意勿接近强磁场,否则会使其指示值变大而失效;作为计量器具,为保证其测量可靠性,应定期送计量部门校验。
依工特种材料(苏州)有限公司
美国磁通中国研发及生产基地
江苏省苏州市吴江经济技术开发区横桥路
美国磁通上海办事处
上海市闵行区浦江镇漕河泾开发区新骏环路88号13A二楼
电话:+86 4000 686 980
邮箱:infochina@magnaflux.com